Services
Ultrasonic Inspection / Testing (UT)
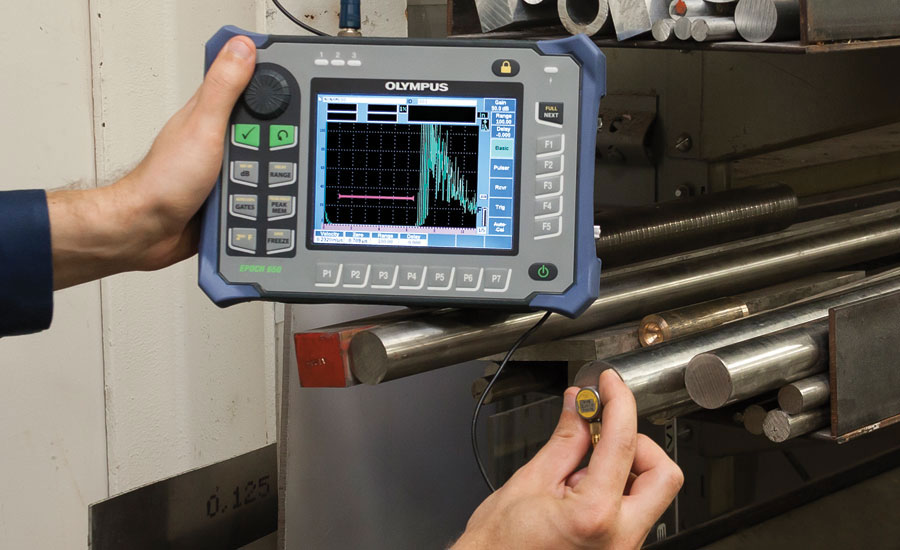
Ultrasonic Inspection / Testing (UT) is the method of using high frequency sound waves to test for imperfections in metals and other materials. By emitting sound waves into a test object, echos are produced by the sound waves reflecting off inclusions or imperfections in the material itself.
Ultrasonic Inspection / Testing (UT) can be used for a number of industrial applications including weld inspection, material thickness checks, testing of bars, plates and forgings, and corrosion monitoring.
Here at PTS we have an extensive range of experience and skills in ultrasonics, including PCN level II & III engineers who have worked in a wide variety of industrial sectors. From creating bespoke procedures to using the latest technological methods we can apply our knowledge and skills to assist in any inspection.
With vast experience dealing with stainless steels, both austenitic and martensitic, for the nuclear and petrochemical industries, our engineering input has been welcomed by our clients to assist with inspection of weld geometries and grain structures rarely inspected using ultrasound.
Ultrasonic Inspection / Testing (UT) can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.
Radiography / Radiographic Inspection / X-ray (RT)
Radiography / Radiographic Inspection / X-ray (RT) Inspection is a method of NDT which uses ionising radiation to view a volumetric image of a weldment, forging or casting that cannot be viewed in any other way.
PTS offers a vast range of radiographic services both on site and in house in our bespoke radiographic facility. With multiple radiation protection supervisors and personnel qualified to PCN level II & III.
Having recently invested in state of the art Xray equipment and film processing facilities our ability to handle jobs of any size has never been more capable. Our in house X-ray facility can handle most jobs allowing our engineers to compete work during normal day time hours. In instances where site radiography is required, PTS works closely with the Health and Safety Executive to conduct safe and correct operations, making carrying out radiographic inspection at any location simple and problem free.
Radiography / Radiographic Inspection / X-ray (RT) Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.


Weld Inspection (Visual Inspection)
At PTS we offer a wide variety of Weld Inspection (Visual Inspection) services. Pre-weld inspection can be carried out by ensuring relevant procedures and documentation are in place for both the welding process itself and the welder who will be carrying out the welding. Also, assessment and measurement of the weld fit up, angle of preparation, and use of correct consumables can be carried out by our qualified welding inspectors.
Weld Inspection (Visual Inspection) can also be carried out during the welding process itself. By closely monitoring all welding parameters including weld polarity, amps and volts used, interpass temperatures and travel speed, our inspectors can ensure that any welding being carried out is been done so in accordance with any relevant weld procedure specifications (WPS).
Our post weld inspection services include weld measurement to ensure conformity to the relevant specified weld size on fabrication drawings etc, as well as full visual inspection where the weld is critically assessed against an acceptance standard to ensure compliance to any British, European or International standards.
Weld Inspection (Visual Inspection) can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.
Welder Coding / Weld Procedures
Welder Coding / Weld Procedures – PTS consultants have expertise in all aspects of welding and can assist in every aspect of Welder Coding and Welding Procedure Qualification to all European and American standards.
The construction industry is facing one of the most significant changes for a decade as CE Marking of construction products becomes mandatory in all Member States throughout the European Union and the European Economic Area.
For fabricated structural steelwork, CE Marking will become mandatory on 1 July 2014 and this represents a major development for engineers, contractors and steelwork specialists and it demands careful attention to the new obligations imposed.
Welder Coding / Weld Procedures – Welder qualifications and welding procedures are an essential requirement for all fabrication companies that produce any form of welded product and the recent implementation of CE marking defines the mandatory specifications that must be complied with.


Positive Material Identification (PMI)
Positive Material Identification PMI using the XRF technique is a method which gives fast and reliable results for all your material identification needs.
XRF works by using a beam of X-Rays emitted into a sample piece, the atoms within the sample absorb the energy from the X-Rays, become agitated and begin to emit ultraviolet light. Each element produces a unique range of ultraviolet light and there for its own fingerprint of energy. This fingerprint is then measured by the analyser, therefore enabling the equipment to accurately measure the percentage amounts of elements within a sample. This is then compared with the equipment’s vast data base of materials and a result is given on the composition of the material being tested.
The portable hand held XRF analysers can be used to identify a variety of stainless steels, Chrome-Moly (Cr-Mo) steels, Tungsten and Vanadium steels, low alloy and tool steels, Nickel, Copper, Titanium and Aluminium alloys as well as a range of exotic alloys such as Tantalum and Zirconium. We can offer a full detailed analysis of up to 30 elements for each individual sample or create a bespoke analysis for specific customer needs.
Positive Material Identification Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.
Optical Emission Spectroscopy (OES) (OES PMI)
Optical Emission Spectroscopy (OES PMI) can identify nearly all elements within a sample such as Carbon, Phosphorus and Sulphur amongst others, by creating a spark between the sample and an electrode. The atoms within the sample, once sparked, will emit a range of colours which are interpreted as a spectral pattern. The OES analyser can then analyse this spectral pattern to determine the levels for each element within that sample and present the results in percentage format.
A certain amount of sample preparation is mandatory as this will provide the most accurate results. It is advised that the sample be cleaned/linished and have a flat, accessible surface of at least 10-12mm diameter. This will allow the aperture of the probe to be sealed against the sample surface and reduce any rogue readings.
PTS offers both on site and in house Optical Emission Spectroscopy (OES PMI) testing with our portable spectrometer. With probe attachments capable of analysis of all the elements that can be detected using XRF plus Carbon, Phosphorus and Sulphur. Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.

Magnetic Particle Inspection (MPI)
Magnetic Particle Inspection (MPI) is a method primarily used for detecting surface breaking discontinuities in ferromagnetic materials. It works by magnetising the component and then applying ferrous particles in the form of an ink to the item, with any surface breaking discontuities being shown by the collection of the particles
PTS provides a range of different Magnetic Particle Inspection options for testing all types of components. From small items such as castings and forgings in our laboratory using our tailor made bench unit using fluorescent MPI, to inspection on in-service components at any location nationwide using the colour contrast method and portable equipment. We can cater to any of your requirements. We have engineers qualified to PCN level II and III, each having a vast knowledge of various specifications and standards.
Magnetic Particle Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.


Dye Penetrant Inspection (DPI)
Dye Penetrant Inspection (DPI) is used to detect surface breaking discontinuities such as cracks or porosity in non-absorbent materials i.e. steel, aluminium, composites etc.
At PTS we have a number of PCN level II engineers capable of carrying out DPI either on site or in our laboratory using our bespoke dye penetrant inspection facilities. We also have PCN level III engineers able to produce bespoke inspection procedures specifically tailored to customer needs when required.
PTS is highly experienced in all techniques of Dye Penetrant Inspection including fluorescent and colour contrast methods. Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.
Ferrite Inspection
Ferrite Inspection / Testing is used to measure the ferritic content in different applications of steel. The feritscope uses a method called magnetic induction to measure the ferritic content of a given sample. Ferrite testing is carried out to ensure that the ferritic content is at the correct levels specified for the material tested. If the ferritic content falls below that level it could have a detrimental effect on the service life of the material. This method of testing can be used to test anything from Duplex to Super Duplex steel to checking austenitic weld metals for deposited ferritic content.
PTS can test items using a portable feritscope, allowing us to test components of different shapes and sizes anywhere nationwide. The feritscope gives an instant reading in percentage or FN which can be beneficial when results are required fast. Ferrite Inspection / Testing can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.

Hardness Inspection
Hardness Inspection / Testing is a measure of how resistant solid matter is to various kinds of permanent shape change when a force is applied. Correct hardness values are important as an item that is too hard might be over brittle and prone to fracture, whereas as item that is not hard enough may deform under stress.
PTS Hardness Inspection / Testing can be carried out on a wide range of materials with a range of equipment including: Poldi, Vickers Diamond and Equotip with results given in a wide range of values such as: Hardness Brinell, Vickers, Rockwell B & Rockwell C. Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the midlands.


Paint Inspection
Paint Inspection is the assessment of the application of protective paint coatings on steel or other surfaces. A correct protective coat is crucial in determining the service life of a component. Incorrect application can lead to corrosion of steel and premature failure of items.
Our paint inspectors are qualified to ICorr standards and can provide a range of inspection processes to suit any customer; ranging from dry film thickness checks on both ferrous and non-ferrous materials, to holiday testing. Full paint inspection processes are available including rust grade analysis, blast profile inspection, wet film thickness testing, pull off tests, etc. Paint Inspection can be carried out in a paint applicators works, on in service items at sites around the country, or at our purpose built laboratory in the midlands.
Permeability Testing
PTS can carry out Magnetic Permeability Testing on a wide range of metallic materials using fully calibrated portable equipment including permeability meters capable of taking extremely accurate and sensitive readings to 0.001µ. Inspection can be carried out either in a workshop, on in service items at sites around the country or at our purpose built laboratory in the Midlands.
